Kala-astiateollisuus Merikarvialla
Jorma Rinne:
Laajat, runsaasti kuvitetut teokset ovat luettavissa Merikarvian kirjaston ns. lehdistökoneella.
Pytty poikineen: Merikarvian kala-astiateollisuuden historia
Lauttijärvenmaa: kylän historiaa
Puumerkit: laaja kokoelma merikarvialaisia puumerkkejä
Päkkenki: kansanomainen runoilija, hänen koottu tuotantonsa
Merikarvian Joulu-lehti: suuri kokoelma skannattuja artikkeleita
Alla oleva teksti on kopioitu Jorma Rinteen teoksesta "Pytty poikineen":

TÄMÄ KANSIO on kokoelma kirjoituksia, selontekoja ja kuvia Merikarvian puuastiateollisuuden vaiheista. Astioiden teollinen valmistus loppui puoli vuosisataa sitten ja jäljelle jäivät vain muistot. Suurin osa koneista, työkaluista ja tuotteista on jo hävinnyt. Valmistukseen osallistuneista työntekijöistä on enää muutama elossa. Heiltä on toki saatu arvokkaita tietoja. Valokuviakin on säilynyt muutamalta valmistajalta. Arvo Eskon Kala-astiatehtaan koko koneketju on säilytetty sellaisessa kunnossa kuin se oli valmistuksen päättyessä v. 1961. Kolmannen sukupolven astiantekijä Antti Esko antoi koko kaluston perustettavan museon käyttöön ja suunnitteli itse koneiden asianmukaisen sijoittelun. Lisäksi hän antoi paljon tietoja ja hän oli itse ahkerin talkoolainen näyttelyä koottaessa. Arvokas muisto on merkittävän valmistajan, Urho Salmen vanhoilla päivillään kirjoittama muistelu koko Merikarvian saha- ja puuastiateollisuudesta. Se perustuu osittain hänen työaikanaan keräämiinsä tietoihin että vanhemman polven muisteluihin. Yhteisten tilastojen puuttuessa Salmen kirjoitusta on pidettävä pätevimpänä selostuksena toimialasta. Salmen suvulta on säilynyt myös arvokkaita valokuvia eri työvaiheista. Monelta muultakin henkilöltä on saatu esineitä , valokuvia ja tietoja. Toistaiseksi kaikki otetaan kiitollisena vastaan. Lisäksi olemme varanneet säilytystilaa myös sellaisille esineille, jotka eivät liity suoranaisesti puuastioihin. Tämä kansio on kokoelma tähän mennessä saatuja kone- ja tehdaskuvia . Kaikkien kuvien informaatioarvo ei sama. Mukaan on otettu työkuvien puuttuessa ateljee-kuvia ja vaikkapa metsästyskortti kertomaan, että elämää oli verstaan ulkopuolellakin. Kokoelmaa täydennetään ja tarpeen tullen karsitaan. Kokoelma käsittää teksti- ja kuvatiedostoja, jotka on järjestelty kansioihin ja alakansioihin. Niistä ne voidaan tulostaa.
Merikarvialla 20.2.2012. MERIKARVIA-SEURA
Merikarvian puuastiateollisuudelle museo
Merikarvialla on ollut erilaisten puuastioiden valmistusta niin kauan kuin kalastuselinkeino on tarvinnut astioita. Teollisessa mitassa astioita valmistettiin 1900- luvun alkupuoliskolla niin paljon ja niin monessa laitoksessa, että Merikarvia oli oikeastaan Pohjoismaiden keskus tällä alalla. Vasta muoviastiat ja elintarvikedirektiivit syrjäyttivät puun käytön kalojen kuljetuksessa ja säilönnässä.
Merikarvia-viikolla piti Pekka Salmi, merkittävimmän valmistajasuvun jäsen, ansiokkaan esitelmän Merikarvian puuastiateollisuudesta. Markku Sukusaari taitaa olla viimeinen käytännön taitaja tällä alalla.
Kauan on keskusteltu , miten tieto kukoistavasta teollisuudenalasta voitaisiin säilyttää tuleville sukupolville. Erilaisia suunnitelmia on tehty ja haikailtu koneiden ja laitteiden katoamisen ja tietotaidon unohtumisen perään. Vihdoin Merikarvia-seura teki aloitteen ja pyysi kunnalta lupaa käyttää ns. Norkoolin tiilimakasiinia museona. Kunta suhtautui asiaan hyvin myönteisesti ja lupasi rakennuksen museokäyttöön. Eskon veljekset olivat ehdottaneet, että heidän verstaskalustonsa voitaisiin siirtää museoon, jos se saadaan asianmukaisesti esille. Tämä tarjous oli lopullinen sysäys hankkeelle. Erkillä ja Antilla on vielä paljon muistitietoa laitteista ja puuastioiden valmistuksesta. Kun tieto hankkeesta levisi, on muutakin tietoa ja esineistöä tarjottu. Hanke toteutetaan kuitenkin Eskon koneiston pohjalla. Antti Esko laati suunnitelman laitteiden ja työkalujen sijoitteluksi. Hän muistaa, että makasiinissa sodan jälkeen toiminut Viljo Kurjen kala-astiatehdas oli suunnilleen heidän laitoksensa kaltainen. Koneet voidaan sijoittaa siten samantapaiseen järjestykseen.
Tiilimakasiinilla on historiansa. Tässä vaiheessa kaikki ei ole tiedossa ja tiedoissa voi olla virheitäkin. Rakennus on ollut viljamakasiinina, lainajyvämakasiinina, ryssänkasarmina, asevarastona ( Mikko Leppäsen isä on kertonut, että talvisotaan lähtijöille jaettiin kiväärit täällä ) , Kurjen puuastiatehtaana sodan jälkeen, kunnan omistamana viljankuivurina ja viimeksi yleisvarastona. Tilojen tyhjennys ja tavaran jako arvokkaaseen ja arvottomaan on ollut urakka sekin. Nyt siivous on pääpiirteissään niin valmis, että koneita voidaan asentaa. Jokainen käyttäjä on jättänyt arpensa rakennukseen. Mahtavat puuparrut on katkaistu viljankuivuria varten ja seiniin on tehty aukkoja. Palkkien katkaisua on kompensoitu asentamalla tyyliin sopimattomat teräspylväät ja niiden varaan poikittaiset hyllyn kannattimet. Puusiipi ja ikkunat lienee tehty pyttytehdasta varten. Lisäksi routa on murtanut tiiliseiniä.
Kaikki muutokset aiheuttavat korjaustöitä, mutta kunkin käyttäjän jälki saa jäädä näkyviin, mikäli se ei haittaa museokäyttöä. Arvokkaan näköinen ulkoasu kannattaa säilyttää. Hienointa ovat räystäiden koristeelliset tiilimuuraukset. Ulko-ovelle pitää saada kunnollinen sepän tekemä lukko.
Merikarvia-seura kävi katsastamassa Eskon verstaan kalustoa. Siihen kuului voimanlähteenä vanha sähkömoottori, joka antoi käyttövoiman kaikille koneille lukuisten remmien ja akselien välityksellä. Sen käyntiin panokin oli monivaiheinen nykyisen yksivipukytkennän sijaan: ensin kytkettiin virta, sitten kammettin harjat, sitten säädettiin öljyvastuksella lisää tehoa ja lopuksi kytkettiin harjat irti. Koneet oli sijoitettu kahteen kerrokseen rakennuksen mittojen mukaisesti. Useat koneet olivat osaksi teollisesti valmistettuja, osaksi itse paranneltuja ja täydenneltyjä. Työhuoneessa kuului useiden remmien flatkutus.
Kylmänä vuodenaikana lämmitti purumummu- niminen lämmityslaite: Tynnyrissä oli alhaalla ilma-aukkoa, päällä kansi ja siinä savuputki. Tynnyrin keskelle asetettiin alaspäin kapeneva puupölkky ja sen ympärille sullottiin purua ja kutterinlastua. Sitten murikka vedettiin pois ja polttoaine sytytettiin. Keskelle oli jäänyt onkalo, joka mahdollisti hitaan vedon ja palamisen.
Muut koneet pyritään sijoittelemaan oikein eli niin kuin ne toimisivat käytännössä. Siksi ne vaativat tilaa ympärilleen. Tiiliseinät ja valmiit aukot sanelevat sijoitusta. Koska makasiini on ollut toimiva, todellinen laitos, saadaan näin uskottava kokonaisuus. Pienemmät työkalut sijoitetaan vapaammin huonetilojen puitteissa.
Merikarvia- seura on pannut vireille Leader-hankkeen Aktiivinen Pohjois-Satakunta ry:n ohjauksessa 19.11.2007 alkaen. Seura on saanut tukikumppaniksi Merikarvian Yrittäjät ry:n, jonka kanssa voidaan selviytyä käytännön töistä. Yhdistyksen periaatteisiin kuuluu myös vanhan yritystoiminnan perinteen vaaliminen. Lisäksi useat yksityiset henkilöt ovat ilmoittaneet kiinnostuksensa museoomme. Tavoitteena on saada museo esittelykuntoon kesän 2008 Merikarvia-viikoksi. Sitten se voidaan liittää Merikarvian kulttuurikohteisiin. Toivomme, että tästä tulee koko Merikarvian yhteinen hanke.
Museo ei ehkä täytä tarkkoja museo-kriteerejä, mutta se on meidän käsityksemme mukainen näyttely kotikuntamme eräästä tärkeästä vaiheesta. Näyttelyä tullaan jatkuvasti täydentämään ja tietoja korjaamaan.
Merikarvialla huhtikuussa 2008
Merikarvia-seura/Jorma Rinne
P.S. Merikarvian Yrittäjät ry muutti sittemmin tukensa talkootyöksi ja 4000 :n kerta-avustukseksi, josta kiitos yhdistykselle.
Merikarvia, kala-astiateollisuuden suurkunta
(Merikarvian Senioriseura ry:n järjestämässä piirin kokouksessa pidetty esitys )
Merikarvialla kehittyi sahateollisuus 1860- luvulta alkaen huomattavaksi teollisuudenhaaraksi. Vesisahojen rinnalle tuli suuria höyrysahoja, joista merkittävin oli Porin rajan tuntumassa sijainnut Ahlströmin Haminaholman saha . Samaan aikaan opittiin uusia kalastusmenetelmiä, joista tärkein oli ajoverkkokalastus eli rääki. Ensimmäisen maailmansodan aikana tulivat myös ensimmäiset venemoottorit kalastajille. Osa kalastajista oli osa-aikaisia yrittäjiä: Osa ajasta sahalla, osa kalassa, tilanteen mukaan. Kalansaaliit kasvoivat ja hinnat heiluivat saalismäärän mukaan. Liikenneyhteydet kulutuskeskuksiin olivat hitaat ja epävarmat. Kalansaaliille piti saada monipuolisempaa käyttöä. Tarvittiin astioita.
Alun perin valmistus oli kotitarveaskartelua omaa käyttöä varten. Vuonna 1890 aloitti Paul Vuorenmaa, Näsin talon isäntärenki, ammattimaisen puuastioiden valmistuksen. Valmistusmenetelmätkin olivat tehokkaat: kimpilaudat höylättiin härkähöylällä, jota työnsi isäntä ja veti sarvista emäntä. Näin lastua syntyi. Saunan eteisessä koottiin kimmet astioiksi. Toiminta laajeni ja piti tulla kokoamaan astioita pirttiin ja kauniilla ilmalla työskenneltiin pihallakin. Pitkät höylätyt kimpilaudat kuivattiin asettelemalla niitä ulos seinää vasten. Koko perhe oli työssä mukana ja pian palkattiin väkeäkin.
Pian alettiin rakentaa Merikarvian suurta puukirkkoa. Rakentajalla oli koneellinen höylä ja Vuorenmaa saattoi höyläyttää astialaudat sillä. Emäntä pääsi muihin töihin. Parhaina vuosina oli työssä mukana 10 miestä ja 37 vuoden aikana valmistui yli miljoona kalapyttyä.
Kun yksi yrittäjä menestyy, huomaa työntekijä tai naapuri mahdollisuuden yrittää itse. Juho Arvid Salmi on alan merkittävin kehittäjä ja suurin valmistaja. Hän kävi nuorena sahoilla töissä. Sitten hän kuuli , että Turun puolessa valmistettiin käsityönä puuastioita. Hän kävi oppia saamassa. Palattuaan hän aloitti oman valmistuksen kotimökkinsä saunan eteisessä. Vuonna 1902 hän rakensi kodin ja työtilat lähelle satamaa. Oma väki ja palkatut vieraat työntekijät työskentelivät samassa asuinrakennuksessa. Illalla lastut siivottiin , kun perhe kävi yöpuulle.
Eräs valmistaja oli kehittänyt hevoskierrolla toimivan höyläkoneen. Muut valmistajat ostivat yhdessä konehöylän, joka pyöri Kalkuttaan sahan vesivoimalla. Vuosikymmenten ajan pienemmät valmistajat höyläsivät kimpilautansa täällä. Muu valmistustyö pysyi heidän osaltaan käsityönä. Salmi kehitti koneellista valmistusta ja rakensi uusia työtiloja. Astiaan merkittiin kuumalla polttoraudalla astian tilavuus, valmistaja ja kruunaus vakuudeksi. Kerran tämä menetelmä koitui kohtalokkaaksi.
Kuuma rauta sytytti pölyn ja koko tehdas ja asunto tuhoutuivat. Salmi rakensi heti uuden tehtaan ja sahan samalle paikalle ja kehitti koneellista valmistusta. Samaan aikaan oli osaksi koneellistetun astianvalmistuksen aloittanut moni uusi yrittäjä. Kalkuttaan sahalla höylätyistä kimpilaudoista valmisti kotonaan kala-astioita parisenkymmentä yrittäjää.
Astiat
Suuret saalismäärät olisivat menneet polkuhinnalla markkinoille, ellei olisi keksitty ylimääräiselle saalille omaa säilöntää. Lähes ainoa tunnettu keino oli suolata kalaa suuriin ammeisiin. Niiden läpimitta oli 1 3 metriin ja tilavuus 700 - 2000 litraa. Suurilla osuusliikkeillä oli suolaamoissaan 200 300 ammetta ja pienemmillä yrittäjillä jopa 150 kpl. Useilla kalastajilla oli kymmenkunta omaa ammetta.
Tavallisen kyläkauppiaan ja perheen astiakoot olivat:
tynnyri 120 litraa
puolikko 60 l
nelikko 30 litraa oli tavallisin koko
ottinki 15 l
sekstondi 8 l
Lisäksi tehtiin 4, 2 ja 1 litran maustekala-astioita.
Edellä mainitut astiat olivat mittasuhteiltaan samanlaisia varastoinnin ja kuljetuksen helpottamiseksi. Näiden lisäksi tehtiin mörssäreitä eli leveita ja matalia astioita muun valmistuksen yhteydessä syntyneistä jäännöspaloista. Näitä halusivat erityisesti Siikajoen siiankalastajat.
Kala-astioiden lisäksi valmistettiin muita puuastioita: saaveja, soikeita ammeita, pyykkiammeita, ämpäreitä jne. Suurin osa näistä valmistettiin käsityönä, ehkä höyläkoneita apuna käyttäen.
Sillitynnyrit
Sillilaivoilla tarvittiin kestäviä tynnyreitä laivalla tapahtuvaa säilömistä varten. Kun suuria tilauksia saatiin, palkattiin Norjasta asiantuntija johtamaan valmistusta. Tynnyrit valmistettiin keskeltä paksummiksi eli tynnyrimäisiksi ja vyötettiin teräsvanteilla, koska kovakourainen käsittely monenkertaisissa kuljetuksissa vaati lujaa astiaa. Sisäpinta ruskistettiin pitämällä hehkuvaa hiilitynnyriä astian sisällä. Sillilaivaan haluttiin mukaan ammattimainen tynnyrimies, koska kaikesta huolimatta tynnyrit saattoivat hajota.
Tynnyritilaukset olivat usein suuria. V. 1931 tilattiin Hankoon 12.000 tynnyriä. Niiden kuljetta miseksi vuokrattiin Rosenlewin proomu Pitkä Jussi. Seuraavana vuonna tilattiin Viroon 30.000 tynnyriä. Nyt oltiinkin valmistuskapasiteetin ylärajan takana. Erikoisjärjestelyllä ja työaikoja pidentämällä urakka saatiin valmiiksi tiukassa määräajassa. Tynnyreitä noutamaan saapui Viron suurin kauppalaiva Eesti Rand. Se oli niin suuri laiva, että se piti lastata ulkomerellä. Tynnyrit kuljetettiin laivan viereen proomuilla. Tapaus oli virolaisillekin niin merkittävä, että lastaus filmattiin ja liitettiin johonkin elokuvaan. Valmistusta johtanut J.A. Salmen poika Urho Salmi kutsuttiin Tallinnaan elokuvan ensi iltaan. Olemme yrittäneet selvittää, onko elokuvasta mitään jäljellä. Toistaiseksi tiedämme vain, että elokuvan laiva Eesti Rand ajoi vuonna 1941 suomalais-saksalaiseen miinakenttään venäläisten evakuoidessa Tallinnaan jääneitä joukkojaan.
Astioiden kuljetus
Astioita ostivat kalastajat ja alan tukkuliikkeet pitkin rannikkoa. Siksi luontevin kuljetustapa oli vene- ja laivakuljetus. Merikarvialla oli useita rannikkolaivoja tätä tarkoitusta varten. Valmistajilla oli satamassa suuria varastoja , joista nykypäiviin on säilynyt Kouhin Suuli. Se on kunnostettu ravintolaksi ja juhlahuoneeksi ja kulkee eri nimillä liikkeenharjoittajasta riippuen. Pienempiä eriä kuljetettiin 1930 luvulta alkaen myös kuorma-autoilla. Tavaran keveydestä johtuen auton kuormatilaa laajennettiin joka suuntaan. Eri kokoisia astioita voitiin tietysti pakata sisäkkäin.
Valmistusmateriaalit
Pienet astiat valmistettiin kuusilaudasta ja tynnyrit mäntypuusta. Kimpimateriaalina käytettiin usein sahausjätettä sekä lyhyistä vääristä puista suurella vaivalla sahattuja laudanpätkiä. Vanteiden yleisin materiaali oli tasapaksu pajukeppi. Pyöreä keppi halkaistiin ja vuoltiin erityisessä vuolintapenkissä tasapaksuksi Valmiit vanteet kuivattiin varastoissa, mutta ennen käyttöä ne liotettiin vedessä ja taivutettiin erityisessä mankelissa. Merikarvian pajukot eivät riittäneet alkuunkaan laajentuneelle astiateollisuudelle. Tehtailijoilla oli hankkijoita ympäri maata aina Torniota myöten. Suurten sammioiden vyöt tehtiin 5 8 cm paksusta kuusesta. Urho Salmen arvion mukaan Merikarvialla on valmistettu n. sata miljoonaa eri kokoista vyötä.
Astian valmistusvaiheet
Höyläpenkkitekniikkaan verrattuna suurinta edistysaskelta merkitsi koneellinen höyläys. Raakalauta höylättiin kimpihöylällä kimpilaudaksi, joka oli toiselta puolen kupera, toiselta kovera, astian koon mukaan. Pitkät kimmet katkottiin astian mittaisiksi, reunat höylättiin sopivan vinoiksi niin, että reunat osoittivat säteittäisesti astian keskelle . Vaikka kone teki raskaimman työt, tarvittiin tässäkin siirtelyä ja asettelua. Valmiit kimmet, pohja- ja kansilaudat sekä pehmennetyt vyöt siirrettiin kokoajien eli valmistajien eteen. Valmistaja otti kourallisen kimpipätkiä, sujautti ne kiinteiden kokousvöiden sisään. Viimeisen kimmen tuli täyttää tarkasti vajaaksi jäänyt rako. Ellei sopivaa löytynyt, liika höylättiin pois. Syntyi romaus. Romauksen molemmat päät tasoitettiin ja viistettiin erityisellä koneella, joka uursi samalla sisäpuolelle pohja- ja kansilautoja varten uran. Romaus varmistettiin ruuvivyöllä. Tämän jälkeen valmistaja valitsi sopivan vyön, teki puukolla juuri täsmällisesti oikean loveuksen ja asetti vyön paikalleen. Lopuksi pohjalaudat painettiin uraan ja kansilaudat asetettiin irrallisina sisäpuolelle. Ruuvivyöt poistettiin ja valmistaja leimasi astian tehtaan merkillä. Valmis astia siirrettiin tehtaan varastoon ja kuljetettiin sitten joko sataman varastoon tai tilaajalle. Kokoajat eli valmistajat olivat työmaan aatelia, arvonsa tuntevia ammattimiehiä. He osasivat pitää työnantajansa kurissa. Ruokatunneista ja tauoista pidettiin tarkasti kiinni eikä vasaran pauke saanut häiritä sitä. Uuden kokoajan kasvattaminen vaati paljon susikappaleita ja viivästyksiä.
Ajat muuttuvat
Uudet materiaalit tulivat markkinoille. Plastikki ja teräs olivat trendikkäämpiä kuin puupytty eikä suolasilakka ollut enää arvossaan. Ala hiipui 1950- luvun aikana ja 1960- luvulla oli enää muutama valmistaja. Euroopan Unionin direktiivit eivät hyväksyneet puuastiaa elintarvikkeiden säilytykseen. Puupytystä tuli koriste-esine. Merikarvialla Markku Sukusaari oli viimeinen ammatikseen matkamuistoesineeksi puuastioita valmistaja ammattilainen n. vuoteen 2000.
Valmistusmäärät
Urho Salmen laskelmien mukaan Merikarvialla valmistettiin vuodesta 1890 14.213.975 eri kokoista kala-astiaa. Tarkkaan lukuun pitää tietenkin suhtautua varovaisesti, mutta hän oli kuitenkin alan paras asiantuntija, joten muut saavat osoittaa virheet. Lukuun sisältyy n. 3000 suurta suolausammetta. Ala on työllistänyt kannolta kuluttajalle ulottuvassa ketjussa merkittävän määrän miestyö vuosia ja vastaa siten keskisuuren teollisuuslaitoksen työllisyysvaikutusta. Merikarviaa on mainittu Pohjoismaiden suurimmaksi puuastioiden valmistuspaikkakunnaksi.
Pyttymuseo
Ajat ovat muuttuneet. Suolasilakka ei ole trendikästä herkkua, puuastiaan ei saa säilöä elintarvikkeita, muovi on halpaa ja hygieenistä. Kotien nurkissa ajelehtii kuivuuttaan hajonneita nelikon pyttyjä.
Merikarvialla on kauan puhuttu, että maineikas puuastiamenneisyys olisi tallennettava nykypolv ille. Merikarvia-seura tarttui haasteeseen. Erään valmistajasuvun, Arvo Eskon pojat, olivat säilyttäneet vuonna 1961 pysäytetyt koneet ennallaan ja antoivat ne perustettavaan museoon. Museorakennukseksi saatiin kunnan omistama kaksikerroksinen tiilimakasiini, jossa toimi Viljo Kurjen puuastiatehdas vuosina 1945 52. Rakennuksellakin on historiallinen menneisyys: Aluksi viljavarasto, sitten kunnan lainajyvämakasiini, maailmansodan aikana ryssänkasarmi, aikanaan suojeluskunnan asevarasto, sitten pyttytehdas, viljankuivuri ja lopuksi yleisrojuvarasto ja nyt viimeksi puuastiateollisuuden esittelytila. Näytteillä on Eskon tehtaan koko valmistusketjun koneisto, muutama sattumalta pelastunut kone sekä lukuisia käsityökaluja. Astioita on toistaiseksi vähän. Komeimpana toki 1700 litran tiinu keskellä lattiaa. Tästä alkaen pääpaino tulee olemaan kuvien ja perinnetiedon kerääminen. Niistä kootaan myös kansio, joka tallennetaan DVD- levylle laajempien piirien käytettäväksi. Hanketta on tuettu Leader-rahoituksella.
Koneet ja työympäristö ovat karuja ja kaunistelemattomia. Sellaisia ne olivat myös silloin kun niitä käytettiin.
Näyttelyaineiston huippuna ovat oman runoilijamme professori Arvo Salon runot Pytty poikineen ja Pyttyräppi. Museota esitellään ainoastaan Merikarvia-viikon aikana heinäkuun alussa sekä muina aikoina pyynnöstä ryhmille.
Mennyt suuruus ja uusi tulevaisuus
Takana on siis suurenmoinen menneisyys. Jos puupyttyjä valmistettaisiin nykyaikana, olisi prosessi ehkä seuraavanlainen: trukki tuo lautakimpun koneelle ja seuraava työntekijä kiinnittää tilaajien osoitetarroja valmiiksi trukkilavalle pakattuihin lähetyspakkauksiin. Nykyaikana ovat uudet tuotteet ja menetelmät. Niistä kertovat Ojamon veljekset.
MERIKARVIAN PUUASTIATEHTAAT
Numero tehdas
1. Jukola,Torasjoki, Toras
2. Salmi, Satama
3. Salmi, Mangssi
4. uorenmaa
5. Esko
6. Mäkivaara
7. Salovaara
8. Kouhi
9. Salmi,Viinoja
10. Uusitalo
11. Lähdekorpi
12. Salminen
13. Merimaa
14. Kalkuttaan saha ja höylä
15. Jussinpaja, koneen valmistus
16. Katajamäki
17. Vuorela
18. Kurki
19. Saari
20. Rimpiranta
21. Ranta
22. Sukusaari
Pyttymuseo hanke Merikarvialla 19.11.2007 alkaen.
Leader-hanke
Hankkeen hakija: Merikarvia-seura ry ja Merikarvian Yrittäjät ry tasaveroisina toimijoina ja kustannusten maksajina.
Merikarvian kunta omistaa hankkeen kohteena olevan rakennuksen ja vuokraa sen yhdistyksille. Vuokrauspäätös 5 vuodeksi tehty kunnanhallituksessa, mutta Jorma Huuhtanen huomasi, että se on tehtävä vähintään 7 vuodeksi. Siksi kunnanhallitus käsittelee asian uudelleen ja sitten tehdään kirjallinen vuokrasopimus.
Merikarvian Yrittäjät ry:n hallitus on käsitellyt asiaa kokouksessaan ja päättänyt ryhtyä hankkeeseen suunnitellulla tavalla.
Molemmat yhdistykset asettavat käytettäväksi rahaa ja talkootyövoimaa yhtä paljon.
5 a Mäkivaaran -Eskon teollisuus
ARVO ESKON KALA-ASTIATEHDAS
Eskon tehdas sijaitsi Uusi-Heikkilän talon pihapiirissä kaksikerroksisessa puurakennuksessa.. Koneiden sijoittelu oli tapahtunut kahteen kerrokseen voimansiirron ehdoilla: moottorit olivat kalliita ja harvinaisia, käyttövoima siirrettiin valta-akselin ja remmien välityksellä moneen koneeseen. Pitkän lepokauden ( 1962 alkaen ) koneet kuvattiin niiden alkuperäisessä ympäristössä Merikarvian Joulu 2007 lehteen. Artturi Mäkivaara oli aloittanut puuastioiden valmistuksen jo 1920 - luvulla Mäkivaaran tontilla. Monet koneet ovat tältä ajalta. Mäkivaaran tytär Kyllikki Esko aloitti miehensä Arvo Eskon kanssa valmistuksen Uusi-Heikkilässä. Työt tehtiin perheen voimin. Ainoastaan elo-syyskuussa oli kiireaikoina 2 3 vyöttäjää perheen ulkopuolelta. Liikevaihtoveron lainsäädäntö rajoitti työvoiman käytön: Vain isäntäpariskunta sai tehdä töitä. Kun pojatkin halusivat ansaita, pyydettiin sisko lukemaan läksyjä verstaan yläkerran ikkunan viereen. Jos epäilyttävän näköinen salkkuherra ilmestyisi kujalle, toimitettaisiin hälytys ja pojat piiloutuisivat. ( Antti Eskon muistelu )
Arvo Esko oli kotoisin Suursaaresta ja tuotteiden myynti tapahtui vanhojen suhteiden perusteella pääasiassa Kotkan seudulle. Ylläoleva ja seuraava kuva ovat teoksesta SUURSAARI, joka on julkaistu v. 1941 vähän ennen saaren takaisinvaltausta. Kuvassa on Eskon valmistamia kala-astioita. Henkilöt ovat saaren kalastajia.
Eskon tehdas lopetti valmistuksen, kun Antti lähti opin teille v. 1961. Pöly laskeutui koneiden päälle, kunnes painepesurin suihkut puhdistivat ne matkalla uuteen kotiin keväällä 2008. Siihen saakka koneet olivat siinä kunnossa, kuin ne olivat viimeksi toimiessaan. Museoon sijoittelussa on noudatettu mahdollisimman paljon koneiden toimintaketjun mukaista järjestystä. Samalta valta-akselilta kaikki ei kuitenkaan onnistu toisenlaisessa rakennuksessa. Mielikuvituksella asia voidaan korjata.
ESKON TUOTANTOLINJAN KONEET UUDESSA RAKENNUKSESSA
1. Moottori
Moottori on ensimmäisiä Merikarvialle hankittuja sähkömoottoreita sen jälkeen kun Merikarvian Sähkö Oy aloitti sähkönjakelun 1920 luvulla. Moottorin kylteissä on asiatieto: Tukkuliike: AGROS Helsinki Helsingfors Valmistaja: SUOMEN SÄHKÖ OSAKEYHTIÖ Gottfrid Strömberg Helsinki FINSKA ELEKTRISKA AKTIEBOLAG Gottfrid Stömberg Helsingfors Kyltistä ilmenevät tekniset tiedot, 7,5 kW, cosini fiit ja lamdat ym. Käyntiinpano oli monivaiheinen: Aluksi kytkettiin virta isolla virtakytkimen kahvalla: Kiinni/Till Sitten vivuttiin : Harjat Tämän jälkeen kierrettiin öljyvastuk- sella lisää virtaa asteikolla 1 4, kun- nes moottori oli saavuttanut kierrokset. Lopuksi käännettin taas Harjat Pysäytys tapahtui kääntämällä virtakatkaisijasta vipu asentoon Auki/Från
2. Valta-akseli
Moottori pyöritti lattahihnalla valta-akselia, josta energia jaettiin eri kokoisilla hihnapyörillä koneisiin tai apuakseleille. Eskon tehtaan valta-akseli on kiinnitetty moottorin päälle ja sitä on jatkettu näennäisesti pyörittämään myös pohjasorvia, koska alkueräistä sijoittelua ei voitu noudattaa uusissa tiloissa. Tältä valta-akselilta saa voimansa nyt kimpihöylä ja muut siivat ovat mukana alkuperästä muistuttamassa. Eskon tehtaalla valta-akselilta otettiin syksyllä voima myös puimakoneeseen.
3. Höylä
Eskon höyläkone on rakenneltu pääosin omin voimin 1940 - luvulla. Metalliosat on valmistanut seppä Jussi Koskinen ( myöhemmin Jussinpaja ), osia on valmistanut myös seppä Snellman. Höylän syöttörullaparia pyrittää hitaasti apuakselin välityksellä kaksi hihnaa. Itse suunnitellut vivut lisäpainoineen tehostavat syöttövoimaa. Höylää voidaan käyttää tasohöylänä, jolloin siinä ovat pitkät, suorat terät. Toinen käyttö on kimpihöylänä. Silloin suora terä vaihdetaan kuperaksi ja koveraksi teräpariksi: toinen puoli höylää kuperaa ja toinen koveraa. Ensin käsitelty kuiva lauta, jonka alapuoli on jo kovera, palautetaan ja käännetään sekä syötetään uudelleen koneen toiselle puolelle. Saman pyörivän akselin toiset terät höyläävät laudan kuperaksi kimpilaudaksi. Työn jatkuessa kone työstää samanaikaisesti kahta lautaa.
4. Katkaisusirkkeli
Konetta ei voitu sijoittaa linjaan edellisen kanssa. Höylätty pitkä kimpilauta katkaistaan astian koon mukaisiksi pätkiksi, kimmiksi. Sitä varten koneen päällä on eri mittaisia vastekehiä, joilla mitta säätyy oikeaksi. Valittavina oli 4 mittaa. Puukehikko on itse tehty, metalliosat Jussinpajassa valmistettuja.
5. Kimpisaumakone
Kimpien tulee asettua tiiviisti myös pystysaumoissa. Siksi sivut höylätään siten, että saumat sisä- ja ulkopuolella ovat tiiviit. Kimmen sivun pitää olla kohtisuorassa koveraa ja kuperaa höyläpintaa vasten eli sen pitää osoittaa astian keskelle. Tätä varten saumaaja ottaa kourallisen kimpiä ja asettaa sen saumakoneen sivulla olevaa kuperaa ohjainpuuta vasten. Tämän jälkeen hän työntää nippua pöydän pinnan alla pyörivien kutteriterien yli niin, että kaikkiin kimpiin tulee samanlainen sivu. Sen jälkeen nipun toinen puoli käsitellään samalla tavalla. Koneen toisella sivulla on sirkkeli, jolla vajaakanttisia kimpiä voidaan kaventaa höyläyksen helpottamiseksi. Pienen astian kimpi on koverampi kuin suuren astian. Siksi koneeseen vaihdetaan ohjainpuita. Niitä näkyy seinällä. Saumakoneen käyttäjä pyrkii ottamaan kerralla sopivan kimpimäärän ja niputtaa kimmet kokoonpanijaa varten astian koon edellyttämiin nippuihin.
6. Romaus
Saumatut kimmet kootaan kehälle ns. kokousvöiden sisälle ja kiristetään metallirenkaalla. Viimeinen rako täytetään sopivan levyisellä kimmellä. Ellei tarkalleen sopivaa löydy, on romaajalla käytössään höyläpukki, jonka terää vasten voidaan kimpeä kaventaa. Tottunut romaaja löysi yleensä aina sopivan osan. Nyt tuloksena oli metallivöillä koossa pysyvä astia, romaus. Vain pohja ja kansi puuttuivat.
7. Tahkosaumauskone
Romaus tasattiin molemmista päistä työntämällä metallivöiden koossa pitämää pytynaihiota raskasta metallikiekkoa vasten, jossa oli teriä. Koneen puurunko oli jälleen omaa tekoa ja metalliosat Jussinpajalta. Huomaa raskaan rautapyörän herkkä tasapainoitus, joka on saatu poraamalla juuri sopivasti reikiä massiiviseen levyyn.
8. Jyrsijät
Edellisen koneen kanssa samassa penkissä olivat pohja- ja kansijyrsijät. Romaus asetettiin pöydälle , jossa pyörivät pystyakselin päässä kullekin astian koolle sopivat terät. Romausta pyöritettiin sopivasti niin, että koko kehälle tuli samanlainen ura pohjaa tai kantta varten.
9. Pohja- ja kansisorvi
Koneella valmistettiin suoraksi höylätyistä ja sopivasti katkotuista laudanpätkistä pyöreäksi pohjaksi tai kanneksi sopivat osat. Koneen käyttäjä valitsi astian koon edellyttämät laudanpätkät ja asetti ne koneeseen tiiviisti toisiaan vasten. Koneessa oli sopivan kokoiset vastinlevyt kutakin pohjan kokoa varten. Laudat puristettiin lujasti. Vivulla ja polkimella kallistettiin pohja-aihio pyöriviä sirkkelisahan ja kutterin teriä vasten samalla aihiota pyörittäen. Tuloksena oli kiekon muotoinen pohja- tai kansilevy, jonka reunat oli sopivasti viistetty. Koska yhden käsittelyerän laudat vain yhdessä olivat sopivia, piti ne myös säilyttää koko prosessin ajan yhdessä. Pohja- ja kansilautoja varten oli oma kutterihöylä kimpisaumakoneen yhteydessä. Koneen on valmistanut Jussinpaja.
10. Vyöttäminen
Edellä selitettyjen vaiheiden jälkeen romaus vyötettiin haudutetuilla pajuvöillä, joihin oli tehty hakalovet. Vyö kiristettiin erityisellä vetohaalla. Pajuvyön valmistuksesta on eri selitys. Vyöttämisen jälkeen metallivyöt irroitettiin, pohja- ja kansilaudat naputeltiin paikoilleen.
11. Leima
Kun astia oli valmis ja tarkastettu, lyötiin siihen valmistajan leima. Eskon leimasimia on jonkin verran säilynyt. Kurjen leimoja on säilytetty museon toisen kerroksen seinissä.
Eskon tehtaalla tehtiin myös muunlaisia talousastioita, erilaisia soikkoja, saaveja ja pienempiä ruokatalouden astioita. Esillä on saavien ja soikkojen kokoonpanoa helpottavia levyjä. Uriin aseteltiin kimmet pystyyn vyöttämistä varten. Työkoneiden lisäksi on säilynyt paljon käsityökaluja, joilla on oma käyttötarkoituksensa. Kun ne olivat pääasiassa itse suunniteltuja ja valmistettuja, on niillä oma erikoisarvonsa. Useat työkalut liittyvät omatekoisten koneiden säätöön ja korjauksiin. Tallella on mm. sepän tekemä kiintolenkkiavain. Pula-ajan muistona on myös suomalaisesta tekokuidusta, sillasta punotun remmin pätkä. Löytyi myös pätkä paperista valmistettua köyttä, joka kuivana varmasti kesti vetoa. Työkoneet ja työkalut ovat tehdyt työtä varten turhaan kaunistelematta. Niillä on tehty työt ja ansaittu niukka toimeentulo kilpailussa paremmin koneellistettua tehtaita vastaan. Esko hankki 1940 luvun lopulla oman sirkkelisahan, jolla sahattiin itse omaan tarpeeseen sopivat laudat. Ne kuivattiin tehtaan vieressä karkoissa.
5 b Kouhin teollisuus
Hyvät serkut
Vuosi on päättymässä ja erään harrastukseni toimelias vuosi on myös taittumassa haasteelliseksi seuraavaksi vuodeksi. Kysymyksessä on tietenkin Pyttymuseo ja sen supertähti ANTTONI. Kone on pelastettu vaiheikkaiden seikkailujen jälkeen Kouhin Kala-astiatehtaan koneista ainoana. Kunnia koneen pelastamisesta on sekä Heikki Holmin että myös epävirallisesti Yrjö Lounasvaaran. Lounasvaara sijoitti koneen nokkospuskaan, kun se piti viedä romukuormaan.
Museon esitteessä lupailin lupaa kysymättä, että Kouhin sisarukset sponsoroivat koneen ehostuksen, kun saavat kunniamaininnan esitteessä. Kone piti saada toimivaksi, mutta laakerit olivat niin lujasti palaneet kiinni tulipalossa ja nokkospuskassa, että emme rikkomatta olisi saaneet niitä rullaamaan. Nyt Anttoni on hiekkapuhallettu ja maalattu. Jokainen voi tutkia sitä ja päätellä, mitä mikin vipu ja akseli tarkoittaa.
Nyt Anttoni siis lepäilee Kurjen tehtaan alakerrassa kaikkien katseltavana.
Pyydän kultakin kolmelta serkulta 120 tilille 112230-108618 merkinnöinrakkaudella Anttonille.
Liitteenä on Anttonin muotokuva.
Terveisin ja uuden vuoden toivotuksin.
Serkku Jorma
KOUHIN KALA ASTIATEHDAS
Kouhin vanha saha, Tuulikki nimeltään, rakennettiin nykyistä Meriserin laitosta vastapäätä olevalle tontille 1930 luvulla. Paikalla oli ollut aikaisemminkin pieni saha. Sahan yhteyteen rakennettiin myös sahatavaran jatkojalostuslaitos, höyläämö ja kala-astiatehdas. Vanha isäntä Fredrik Kouhi oli enemmän kiinnostunut sahaustoiminnasta ja seuraava isäntä Kosti taas jatkojalostuksesta. Fredrik Kouhi kuoli v. 1939 ja Kosti jatkoi liiketoimintaa.
Höyläämössä oli 4 toiminen höyläkone, joka höyläsi samanaikaisesti laudan ylä- ja alapinnan sekä sivuille pontit. Kimpihöylä höyläsi samanaikaisesti koveran ja kuperan pinnan. Astianvalmistukseen oli hankittu sen ajan kehittyneimmät koneet, joista on toistaiseksi säilynyt katselukelpoisena vain pohjauurrekone Anttoni Merikarvia-seuran pelastamana ja kunnostamana. Anttoni teki 6 eri työtä samalla kerralla. Anttonista on oma kertomuksensa.
Puuastioiden teko oli niin merkittävä toimiala Kouhille, että konttorinkin ovessa oli kyltti:
KOUHIN SAHA JA KALA-ASTIATEHDAS KONTTORI
Matti Huhtala toimi vyöttäjänä myös Kouhilla. Työtovereista hän muistaa ainakin seuraavat henkilöt: Arkka Ouramaa, Eelis Viitanen, Alagrund, Esko Frank, Uuno Sukusaari ja Urho Kallio. Puuastioiden teko oli aikanaan kannattavaa toimintaa. Satamaan rakennettiin suuri suuli puuastioiden varastoksi odottamaan Usko- laivalla tapahtuvaa kuljetusta. Nykyisin rakennus on ravintola- ja juhlakäytössä. Puuastioiden teko kävi kannattamattomaksi muoviastioiden tultua markkinoille ja tehdas lopetettiin jo ennen kuin uusi saha rakennettiin entisen Salmen sahan ja pyttytehtaan tontille. Laitapuolen kulkijat polttivat rakennuksen myöhemmin ja sisällä olleet koneet, mm. Anttoni, kärsivät vahinkoja.
ANTTONI
Anttoni on pohjauurrekone. Kokousvöillä koossa pysyvä romaus asetettiin koneen keskelle. Sirkkelisaha ja kaksi jyrsinterää tasasivat samanaikaisesti pyttyaihion molemmat pää, viistivät reunat vinoksi ja uursivat pohjaa ja kantta varten urat romauksen sisäpinnalle. Eri kokoisia pyttyjä varten oli eri kokoisia kehiä. Konetta pyöritti samanaikaisesti kolme katosta tulevaa remmiä. Uurreterät pyörivät nopeasti ja leveältä , läpimitaltaan pieneltä hihnapyörältä remmi voitiin vivuta katossa olevalla akselilla olevalta vapaalta hihnapyörältä akseliin kiinteästi kiilatulle hihnapyörälle eli uurreterät voitiin siirtää vapaalle ja työasentoon. Päässä oleva suurempi hihnapyörä pyöri hitaammin ja sen akseli pyöritti hammaspyörien välityksellä kehää vielä hitaammin. Pytyn aihio pyöri siten hitaasti. Käsivivuilla voitiin uurreteriä ja sirkkelinterää kallistaa niin, että se kosketti pytyn sisäpintaa. Anthon on tunnettu saksalainen puuastiatehtaiden koneiden valmistaja. Mutta näppärät merikarvialaiset ottivat mallista oppia ja ehkä vähän parantelivatkin konetta. Tämän kappaleen on valmistanut JUSSINPAJA. Näin ainakin väitetään. Kone palveli Kouhin kala-astiatehtaalla, jäi muiden pytyn valmistajien kanssa työttömäksi ja kärsi lopulta vaurioita tulipalossa. Sen jälkeen se oli ulkotiloissa. vuosikaudet, kunnes Itäkylä luovutti sen Merikarvia-seuralle.
Anttonin kunnostusta esitti ensimmäisenä Heikki Holmi, Merikarvia-seuran eräs perustajajäsenistä. Koneelle suunniteltiin omaa katosta ja se aiottiin kunnostaa toimivaksi. Laakerit olivat kuitenkin tulipalon ja ajan hampaan myötä juuttuneet niin lujasti, että pelättiin niiden murtuvat, jos niitä väkisin irroitellaan. Niinpä kone hiekkapuhallutettiin Satateräksellä Siikaisissa ja maalattiin. Kouhin sisarukset Riitta, Risto ja Marja ovat sponsoroineet Anttonin kunnostuksen. Kun tämä puuastiateollisuuden museo päätettiin perustaa, todettiin, että Anttoni on siellä kuin kotonaan. Jorma Fagerroos irrot teli muista koneista akseleita ja hihnapyöriä. Se saa nyt kuvata Anttonia pyörittävää koneistoa, vaikka vapaapyöriä ei olekaan akselilla ja siinä on turhiakin pyöriä. Jokaisella on nyt mahdollisuus tutkia, mikä akseli pyöri ja mitä milläkin vivulla liikuteltiin. Anttoneista oli myös pienempiä malleja. Eskon omatekoinen tahkosauma- ja pystyjyrsinkone tekivät samoja tehtäviä. Kurjen tehtaalla lienee ollut pienempi, pystyanttoni.
5 c Salmen teollisuus
Urho Salmi on eläkepäivinään kirjannut Merikarvia saha- ja kala-astiateollisuuden vaiheet muistivihkoon, josta Lauri Hakosalo on kirjoittanut ne tietokoneelle. Kirjoitus on 45 tiivistä sivua käsittävä tietopaketti. Tähän on poimittu vain muutama pääkohta teollisuuden vaiheista. Kirjoitus julkaistaan myöhemmin DVD- levyllä. Juho Arvid Salmi (ent. Söderlund) syntyi Viinojan torpassa v. 1878 ja kuoli Salmelassa v. 1960. Hän sai ammattioppia Varsinais-Suomessa ja hän aloitti oman valmistuksen Viinojalla v. 1897.
Aluksi kimmet höylättiin Kalkuttaan sahan yhteisellä höylällä, jota pyöritti vesiratas. J.A.Salmi rakensi asuintalon , astiaverstaan, varastoja ja lopuksi sahan Mangsvassalle. Saha ja asunto paloivat v. 1919. Tehdas oli jo melko pitkälle koneellistettu. Voimanlähteenä oli höyrykone. Uusi saha ja astiatehdas rakennettiin vanhalle tontille ja siitä tuli luonnollisesti nykyaikaisempi. Mutta sekin paloi v. 1938. Tämän tehtaan erikoisin toimitus oli v. 1932 32.000 sillitynnyrin toimittaminen Viroon nopealla aikataululla. Nyt rakennettiin entistä suurempi ja nykyaikaisempi tehdas meren rannalle. Tehtaan suunnitteli Urho Salmi (1899-1970). Hän opiskeli vuosina 1918-20 ensin Porin teollisuuskoulussa kone- ja sähköteknikoksi ja sen jälkeen sahatekniikkaa Kotkassa sahateollisuusopistossa. Sen jälkeen hän työskentelit teollisuuden palveluksessa. Oma tehdas valmistui v. 1939. Pian syttyi sota ja osa työmiehistä joutui sotatehtäviin. Tilalle värvättiin nuoria poikia ja naisia. Työnjohtajana oli mm. Toivo Lehtinen, jolle hankittiin v. 1943 vapautus rintamapalvelusta. Toisaalla tässä museossa kerrotaan Matti Huhtalasta, joka tuli 13- vuotiaana Salmen tehtaalle.
Urho Salmi on kerännyt tietoja eri valmistajien astiamääristä. Tarkkaa kirjanpitoa ei ollut ainakaan ennen sotia, joten vuotuiset valmistusmäärät ovat arvioita. Mutta nämä arviot ovat parhaat mahdolliset. Salmen teollisuuden yhteenlaskettu astiamäärä on sen mukaan 3.667.875 erikokoista puuastiaa. Merikarvia valmistajien yhteenlaskettu astialuku on saman lähteen mukaan 14.211.475 kpl. Puuastioiden kysyntä väheni 1950- luvun lopulla ja niiden valmistus loppui Salmenkin tehtaalla 1960- luvun alussa.
Urho Salmi
5 d Jukolan - Torasjoen teollisuus
JUKOLAN PUUASTIATEOLLISUUS
Tämä kirjoitus on mukailtu Timo Kausen teoksesta Kerrankos kirves kiveen käy sivujen 150 160 aineistosta. Kuva-aineisto on myös Kausen kokoelmista ja osittain skannattu em. teoksesta.
J. W.Norrgård perusti sahan Krookanlahden takarannalle v. 1897. Perustaja antoi sahalle ja laivoilleen sekä maatilalleen nimet Seitsemän veljeksen nimistöstä. Sahasta tuli Jukola ja paikka tunnetaan edelleen Jukolanniemenä. Vanhan sahan yhteydessä oli myös puuastiatehdas.
Saha vaihtoi omistajaa perustajan kuoleman v. 1908 jälkeen monta kertaa ja kerran v. 1921 lautatarhakin paloi. Saha, kuivaamo ja astiatehdas paloivat maan tasalle 14.3.1933. Vanhalle paikalle rakennettiin heti uusi ja sen yhteyteen tynnyritehdas. Saha siirtyi v. 1934 Torasjoen Saha Oy:n omistukseen. Yhtiön osakkaina oli pääasiassa Euran seudulta kotoisin olevia Kausen suvun jäseniä. He omistivat ennestään Laatokan Karjalassa useita sahalaitoksia, mm. Torasjoella aivan itärajan pinnassa Suojärven pitäjässä. Yhtiön johtajista Arvo Hollmén ja Matti Kause siirtyivät Merikarvialle ja johtivat myös Siikaisissa vähän aikaa toiminutta sahaa.
Sahankaupan mukana tuli myös puuastiatehdas , joka oli yhtiölle aivan uusi toimiala. Tynnyritehdas oli alallaan pohjoismaiden suurin. Tehtaalla valmistettiin yli 40.000 puuastiaa vuodessa. Sillitynnyreitä valmistettiin useaa kokoa, oli 1/1, ½, 1/3, ¼, 1/8, 1/16 ja 1/32 tynnyriä. Tynnyri oli tilavuudeltaan 120 litraa. Pienemmilläkin astioilla oli nimensä: oli puolikko, tritteli, nelikko ja ottinki. Kesäkalan suolausastioiksi tehtiin suuriakin puuastioita, joiden halkaisija oli kolmisen metriä ja korkeus toista metriä.
Tynnyrien ja astioiden vanteet tehtiin joko galvanoidusta teräksestä tai luonnon pajusta. Pajukeppejä ostettiin ja kerättiin Pohjanmaalta ja aina Savosta asti. Pajuvanteiden valmistajista muodostui oma ammattikuntansa. Pyöreät pajukepit halkaistiin kahtia ja vuoltiin siten, että ne olivat tasaisen notkeita koko pituudeltaan. Pajuvanteiden viimeistely tapahtui penkissä. Kimpilaudat tehtiin joko varta vasten sahatusta lautatavarasta tai tasauspätkistä. Puuaines käytettiin tarkasti hyödyksi.
Tynnyritehtaalla oli useita erikoiskoneita. Oli pohjasorvi ja uurresorvi sekä höylä, jolla kimmet muotoiltiin sopivalle kaarelle. Tynnyrin päätyjen höyläämiseen oli hankittu leveä oikohöylä. Tynnyrin kasaus tehtiin romauksella. Siinä tynnyrin ulkokehä ladottiin metalliseen työvyöhön ja kiristettiin. Näin koossapysyvä lieriö työstettiin uurresorvissa, jossa tynnyrin päät tasattiin ja suulattiin. Samalla kiristyksellä ajettiin pohjien urat lieriön sisäpintaan. Haudutetut pajuvanteet kiristettiin hakaloviinsa erityisellä vetohaalla. Työvyö irroitettiin ja vanteitettu lieriö pysyi kasassa. Lopuksi lyötiin päädyt paikoilleen. Yksi kansilauta jätettiin kuitenkin löysään. Tynnyrit kuljetettiin valmiiksi kasattuina. Niitä käytettiin pääasiassa kala-astioina ja tuotanto myytiin Turkuun, Vaasaan Ahvenanmaalle, Viroon, Norjaan ja Islantiin.
Torasjoki OY:n toiminta Merikarvialla loppui v. 1942 ja koneet siirrettiin Suojärvelle. Yhtiön nimi muutettiin seuraavana vuonna lyhyempään muotoon Toras OY. Osa tynnyritehtaan koneista siirrettiin Raumalle, jossa niitä edelleen käyttää Rauman Tynnyritehdas ???
Toras Oy: puuastiatuotanto jatkui muilla paikkakunnilla. Raumalle perustettiin tynnyritehdas aluksi Kompin alueen vanhaan lasitehtaaseen. Jo vuonna 1944 siirryttiin uuteen Leikarin tynnyritehtaaseen, jonka Toras Oy oli rakentanut. Tehtaalla tehtiin myös erikoistilauksesta suuria astioita: Salon Saippuatehtaalle valmistui 50.000 litran sammio, joka vuorattiin sisäpinnalta lyijyllä. Yhtiölle kuuluvalla Kouhun tehtaalla valmistettiin Inkeroisten tehdasta varten 75.000 litran astia.
Maailma muuttui ja puuastioiden kysyntä romahti. Uudet materiaalit teräs ja muovi korvasivat puun. Viimeinen menestysartikkeli oli nykyisten pesukoneiden edeltäjä Pyykki-Maija, jota valmistettiin 10.000 kpl.
5 e Kurjen tehdas
KURJEN TEHDAS
Kerttu Kouhi ja Viljo Kurki solmivat avioliiton v. 1943. Kerttu sai Kouhilta Norkoolin-Pohjatalon tilan . Sodan jälkeen Viljo Kurki huomasi puuastioiden tarpeen sekä menestyneet alan yrittäjät. Hän hankki koneita ja aloitti kala-astioiden valmistuksen Pohjatalon riihessä. Pian hän huomasi talon komean tiilimakasiinin ja päätti muuttaa sen tehtaaksi. Makasiiniin tehtiin ikkunat ja siihen rakennettiin kaksikerroksinen lisäsiipi. Tehdas toimi muutaman vuoden ja lopetti toimialan yleisen hiipumisen myötä. Kurjet muuttivat Helsinkiin ja kehittelivät parempia liikeideoita mm. rakennusalalla. Muistona Kurjen ajasta makasiinin seinällä on 15 ja 30 litran astioiden leimoja sekä Eskon ostama valta-akseli. Akselille ei löytynyt Eskolla käyttöä, mutta nyt se palasi kotiinsa näyttelyesineeksi. Alkuperäiset pulttien kiinnitysreiät ovat vielä näkyvissä Anttonin ja matalan oviaukon kohdalla.
Kurjen ajoista ihmisten pituus on lisääntynyt huomattavasti. Nykyihmiset lyövät säännöllisesti päänsä betoniseen oven yläreunaan siirtyessään alakerrassa tiiliosasta puuosaan. Ajan työpaikkojen ankeutta kuvaa tehtaan konttori, karkea koppi puuosan nurkassa. Oli siinä pöytä ja tuoli sekä ikkuna ulkomaailmaan. Puhelinta tuskin oli, vaan Kurki hoiti bisnesasiat kotipuhelimellaan.
Kurjen aikana oli töissä mm. Paavo Paananen, sotainvalidi, joka puujalkansa kanssa ei ollut nopea liikkumaan, mutta hänen kätensä olivat sitäkin tehokkaammat. Kurjen lopetettua tehtaansa Paananen siirtyi Eskolle.
Matti Huhtala oli Kurjella töissä . (Häneltä kerätään lisää tietoja)
5 f Salovaaran tehdas
ARTTURI SALOVAARAN TEHDAS
Eri lehdellä on ote Urho Salmen muistelmista Salovaaran osalta. Lisää tietoja löytyy muistelmissa muun tiedon ohella.
Salovaara valmisti puuastioita 1914 58 eli 44 vuoden ajan. Hän valmisti Salmen arvioiden mukaan yhteeensä 1.427.500 astiaa . Yrittäjänä hän oli 80 vuotiaaksi.
Tehdasrakennus on purettu, mutta pari konetta on säilynyt ja ne on hiekkapuhallettu ja maalattu. Myös Salovaaran leimalla varustettu nelikon pytty löytyi. Salovaarojen tytär Reija Heikkilä antoi käytettäväksi muutaman valokuvan ja metsästyskortin. Artturi oli loppuun asti innokas metsästäjä.
VANHA PYTTYMESTARI MATTI HUHTALA
Matti Huhtala syntyi v. 1927. Kun aikamiehet joutuivat sotiin, tarvittiin työpaikoille korvaavaa työvoimaa. Matti aloitti 13 vuoden ikäisenä työt Salmen kala-astiatehtaalla. Työn opastajana oli Toivo Lehtinen. Hän neuvoi vyöttämisen niksit. Salmelta Huhtala siirtyi Kurjen sodan jälkeen perustamaan tehtaaseen vyöttäjäksi. Kurjen lopetettua hän siirtyi Kouhille, jossa myös tuotanto loppui aikanaan.
Samanaikaisesti Kurjen tehtaassa työskentelivät ainakin Heimo Halme, Lasse Viitikko ja Paavo Paananen. Tuotanto aloitettiin Norkoolin riihessä. Tiilimakasiini kunnostettiin tehdastilaksi mm. tekemällä umpiseiniin ikkunat sekä puinen siipirakennus. Kurjen tehtaassa olivat ainakin tasohöylä, kutterihöylä ja Anttoni. Valmiiksi vuollut vyöt notkistettiin haudutettuina eräänlaisen 40 cm läpimittaisen valssin avulla. Tätä työvaihetta kutsuttiin hamstraamiseksi. Kaikkea tavaraa hamstrattiin siihen aikaan. Ehkä vyöttäjätkin hamstrasivat itselleen parhaat vyöt. Tuomivyö oli paras. Tehtaalla oli yleensä 4 työntekijää. Varsinaista työnjohtajaa ei ollut. Kaikki osasivat hommansa.
JUSSIN HÖYLÄ
Jussi Lindell oli omaperäinen ja ammattinsa taitava puuseppä. Kokemuksensa perusteella hän suunnitteli ja rakensi oman monitoimihöylän. Niitä on maailmassa vain tämä kappale. Jussinpaja avusti metalliosien valmistuksessa. Höylällä voidaan valmistaa monia rakentamisessa tarvittavia puuosia oviin, ikkunoihin, huonekaluihin ja rakennusten viimeistelyyn. Vain ammattimies löytää koneen monet mahdollisuudet. Sota-ajan elänyt katselija huomaa ainakin purunimurin. Auton puukaasupöntössä käytetty puhallin on kytketty höylän akselille. Höylä on palvellut Jussi Lindellin jälkeen Salmisen tehtaalla Alakylässä. Museolle sen lahjoitti Juha Salminen. Lindellin puusepänverstas sijaitsi joen rannalla tulvanaralla paikalla. Kolme kertaa tulvavesi on täyttänyt verstaan alakerran ja vesi on noussut höylän terien tasalle. Mutta aina se on välillä laskenut ja höylä on höylännyt. Jalat ovat vuosien saatossa pehmenneet ja siksi museon kunnostajat tekivät siihen jalakset. Mutta Lindell otti opikseen. Katossa oli koukkuja, joihin tärkeimmät koneet nostettiin tulvan uhatessa.
Tässä muutama juttu kuuluisasta puusepästä. Tulvavesi oli jälleen kerran ympäröinyt Jussin verstaan ja täyttänyt alakerran. Jussi seisoi yläkerran parvekkeella kuin laivan komentosillalla ja huusi naapurilleen Rantalan Ristolle Maata näkyvissä!
Porilainen rouva tuli tilaamaan ovia ja ikkunoita.. Jussi höyläsi eikä ollut huomaavinaan vierasta. Tämä huusi: Tehdäänkö täällä ovia ja ikkunoita? Höyläys oli tarkkaa työtä eikä Jussi vastannut. Rouva huusi uudelleen: Tehdäänkö täällä ovia ja ikkunoita ? Höyläys jatkui ja Jussi tarkkaili koneen toimintaa. Rouva huusi niin lujaa kuin jaksoi: Tehdäänkö täällä ovia ja ikkunoita?. Lauta ehti höylän läpi, Jussi otti asennon ja huusi niin kovaa kuin jaksoi: Täällä tehdään ovia ja ikkunoita. Jussin tekemiä ovat eräät Eskon tehtaan koneiden puuosat.
TIINU
Yksi harvoista säilyneistä suolaustiinuista on palvellut Paavo Huhtisen karjaa. Norssi ja ylijäämäsilakka säilöttiin karjan rehuksi ja sitä jaettiin päivittäin koko sisäruokintakauden.
Tiinun omistaa edelleen Harri Huhtinen, mutta nyt merikarvialaiset saavat katsella sitä vapaasti MAKASIINISSA.
Tiinun tilavuus on n. 1700 litraa.
Sen konservointia valmistellaan.
Tynnyrin pohja. Kaiverruksista on luettavissa ainakin tekijän oletetut nimikirjaimet L.R. (taiL.K.), roomalainen numero IX eli 9 tarkoittanee syyskuuta ja numerot 92 vuosilukua 1892.
Huomaa mahtavat nelikulmaiset puutapit, joilla pohjalaudat on kiinnitetty. Osa vöistä on madäntynyt poikki maavarastossa. Ne uusitaan, kun opitaan.
UUTTA PUUASTIATEOLLISUUTTA
Silakkapyttyjä ei enää tarvita. Teollisuus valmistaa uudenlaisia puuastioita. Puolustuslaitos tarvitsee kunnon astiat ammuksia varten.
Polewood on kehittänyt ammuslaatikoita tilaajan ohjeiden mukaan. Kutakin ammustyyppiä varten on oma laatikkomalli. Täyteen kuormitettu laatikko (ei toki ammuksilla täytettynä) testataan pudottamalla se kulma edellä 12 metristä niin, että joka kulma koetellaan 8 kertaa ja laatikon on pysyttävä koossa ja ammuksen sen sisällä. Laatikko saa armeijan tutun maastovärin.
Laatikon kyljessä ovat tarpeelliset tiedot:
- 4C1 kertoo, että valmistusmateriaali on kokopuu
- Y40 tarkoittaa bruttopainoa ammuksineen,
- S kertoo, että ammuksissa on kiinteä räjähdysaine,
- 97 on valmistusvuosi 1997
- hyväksymismerkinta FIN/Tukes-244
- valmistaja/ SK (Stryni-koneistus) (Polewood alihankkijana)
Näin siis maailma muuttuu. Ylikersantti Toivo Lehtinen komennettiin rintamalta valmistamaan puuastiota Salmen tehtaalle v. 1943. Nyt merikarvialainen puuastiateollisuus valmistaa puolustuslaitokselle toisenlaisia astioita.
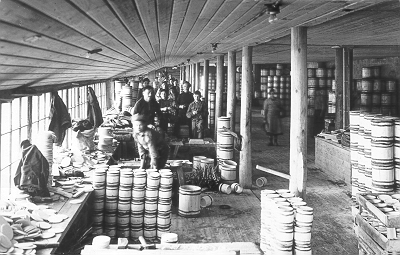
Salmen pyttytehdas 1930-luvulla.
Näkymä Salmen tehtaan kokoonpano-osastolta. J.A. Salmi seuraajineen valmisti vuosina 1897 1964 yhteensä 3.667.875 astiaa, joista 420 oli suuria suolaussammioita ja 52.000 sillitynnyreita. Tehdas oli aikanaan Pohjoismaiden suurin alallaan.

Kala-astioita menossa ostajien markkinoille

Pohjauurrekone Anttoni pelastettiin romuttamolta

Osaksi omatekoinen kimpihöylä olisi edelleen kunnossa